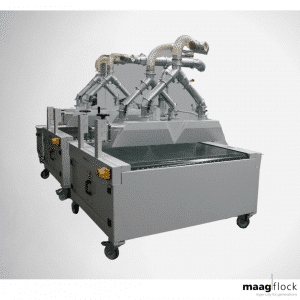
Устройство для очистки формовок
Кабина окончательной очистки внешне идентична кабине флокирования или предварительной очистки. Она охватывает в общей сложности 5 машинных циклов, разделенных на грубую и тонкую очистку.
Первые 2 станции используются для грубой очистки от флоковых отложений на детали, особенно на задней стороне, подрезов или ребер жесткости.
Грубая очистка включает 16 продувочных широкощелевых сопел, распределенных по 2 станциям, т.е. каждая станция очистки оснащена 4 продувочными соплами для левого и 4 продувочными соплами для правого держателя деталей, которые могут быть индивидуально настроены на очищаемую деталь. Все форсунки первых двух станций очистки прикреплены к подъемно-поворотным устройствам, идентичным по конструкции устройству флокирования. Левая и правая рабочие стороны могут регулироваться независимо друг от друга.
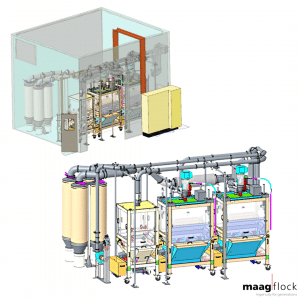
Воздух для очистки первых 2 станций генерируется 2 воздуходувками высокого давления, которые выпускают очищающий воздух через пневматические заслонки и только при закрытой кабине. Отверстия для подачи и выгрузки заготовок в кабине, а также зона между предварительной и тонкой очисткой могут быть закрыты переборочными дверями с пневматическим приводом и предохранительными переключающими планками. Это также минимизирует ненужный перенос флока между этапами очистки. В процессе очистки форсунки продувают заготовки на всех станциях одновременно.
Под решетчатым полом установлено устройство для очистки щеток, которое транспортирует очищенное стадо к двум корытным шнековым транспортерам с всасывающим патрубком, установленным в полу кабины.
3-я станция используется для тонкой очистки флоковых отложений на детали, особенно в труднодоступных или скрытых местах. Тонкая очистка распространяется на 3 рабочих цикла, при этом робот устанавливается перед вторым циклом роботизированной кабины. В процессе очистки 2 абразивных сопла перемещаются роботом в соответствии с запрограммированной геометрией детали. Левая и правая рабочие стороны оснащены по одному роботу. Воздух для очистки роботов генерируется 2 воздуходувками высокого давления, которые выпускают воздух для очистки через пневматические заслонки и только при закрытой кабине.
Рабочие циклы 1 и 3 роботизированной кабины оснащены дополнительными, гибко регулируемыми ионизирующими устройствами для минимизации существующего остаточного заряда на поверхности флока. Эффект очистки поддерживается дополнительно установленными ротационными форсунками.