Formteilbeflockungsmaschine
Die Formteilbeflockungsmaschine dient zur automatischen, elektrostatisch-pneumatischen Beflockung, von jeweils 2 gleichen oder 2 unterschiedlichen Werkstücken in einem Maschinentakt, und besteht im Wesentlichen aus:
Beflockungskabine mit 2 eingebauten, pneumatisch verfahrbaren Werkstückhalterungen. Die eigentlichen werkstückspezifischen Werkstückaufnahmen sind leicht wechselbar. Die Beflockungsmaschine ist mit 2 hintereinander angeordneten Beflockungspositionen ausgerüstet, um die 2 nebeneinander hängenden Werkstücke aus unterschiedlichen Positionen beflocken zu können.
Die Werkstückhalterungen werden zum Beladen pneumatisch zu der Beschickungstüre der Beflockungskabine gefahren, mit einem oder mehreren Werkstücken beladen und die Startfreigabe betätigt. Danach werden die Werkstücke in die erste Beflockungsposition gefahren und der automatisch ablaufende Beflockungsprozess wird gestartet.
In der ersten Flockstation werden die Werkstücke über je 2 Beflockungsdüsen gefahren, die durch eine Lineareinheit längsseitig zu den Werkstücken hin- und hergeführt werden. Gleichzeitig können die Düsen auf und ab gefahren werden und zusätzlich eine Pendelbewegung ausführen. Die Fahrwege und die Geschwindigkeiten werden direkt an den jeweiligen Zylindern eingestellt. Die Hochspannung, die Flockmenge und die Gebläsestärke werden am Display in der Schaltschranktür vorgewählt.
Nach Ablauf der voreingestellten Beflockungszeit werden die Werkstücke zur Flockposition 2 gefahren. Der Beflockungsablauf in dieser Station ist der gleiche wie in
Position 1. Es kann hier jedoch mit anderen Beflockungsdüsen bzw. einer veränderten Düsenpositionierung und mit veränderten Werten der Hochspannung, der Flockmenge und der Gebläsestärke gefahren werden.
Nach dem Beflockungsvorgang wird die Fronttüre pneumatisch geöffnet und der Werkstückhalter zur Aufgabe-/Abnahmestation gefahren. Bei dieser Fahrbewegung werden die Außenseiten der Werkstücke durch Druckluft-Reinigungsdüsen von losem Flock abgereinigt.
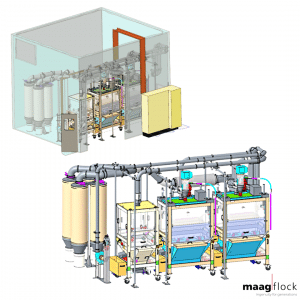
Der beim Beflockungsvorgang anfallende Überschussflock wird am Trichterboden der Maschine gesammelt und durch eine Trogschnecke zu den Absaugstellen transportiert. Der Überschussflock und der abgereinigte Flock werden über die zentrale Flockabsaugung gesammelt und dem Flockkreislauf wieder zugeführt.