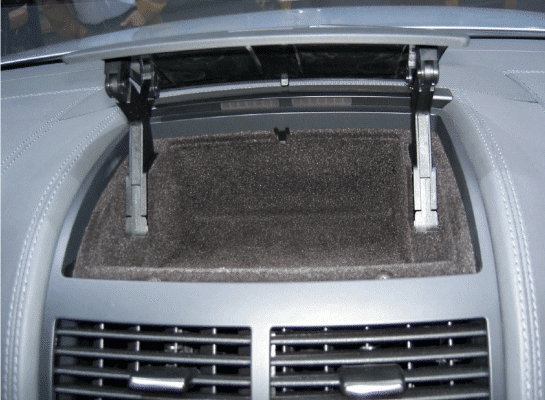
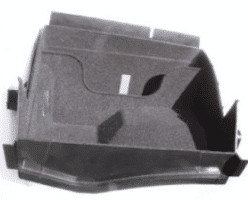
Die Anlage zur Handschuhkasten Beflockung bietet die idealen Voraussetzungen für die Großproduktion von aufwendig gestalteten dreidimensionalen Objekten, anhand der automatisierten und innovativen Beflockungstechnik. Bereits über Jahrzehnte bewährt sich die Flockanlage in der Autoindustrie, von Handschuhkästen bis hin zur Mittelkonsole.
Hierbei deckt das Anlagendesign die Großserienproduktion von mehreren hunderttausend Stück, komplizierter dreidimensionaler Objekte, ab und erfordert dabei einen minimalen Personalaufwand.
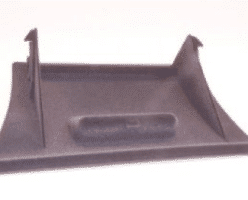
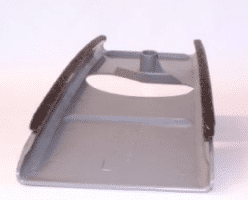
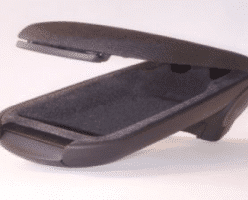
Die Technik der elektrostatischen und pneumatischen Flocktechnik dient der idealen Beflockung von konkaven sowie konvexen Geometrien.
Die Vermeidung von Geräuschen sowie die angenehme Haptik und das schöne Design, verbessern die Hochwertigkeit und Funktionalität jedes Handschuhkasten. Darüber hinaus ermöglicht die beflockte Oberfläche eine zusätzliche Wärme- sowie Kälteisolation und den Schutz vor Beschädigungen und Kratzern, wodurch eine Sicherstellung der Aufbewahrung im Handschuhfach gewährleistet wird.