Um eine gleichmäßig dichte Beflockung zu erreichen, ist eine optimale Klebstoffbeschichtung von größter Bedeutung. Hierbei kann der Klebstoffauftrag manuell in Spritzkabinen oder automatisiert durch Roboter erfolgen.
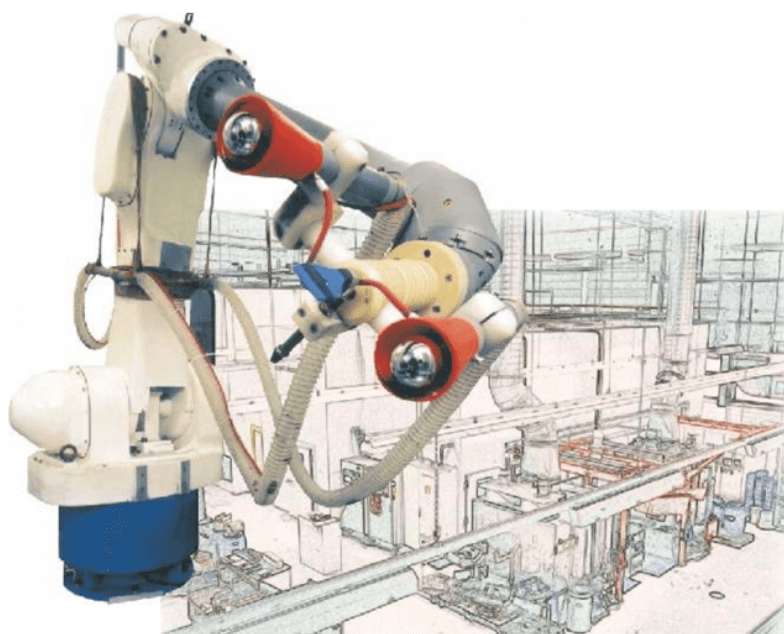
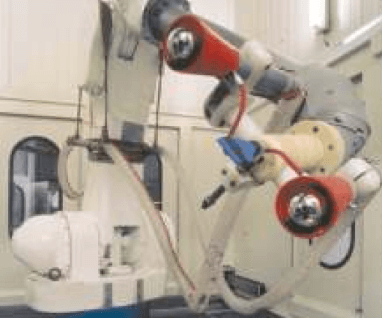
Um auf einem hohen Qualitätsniveau beflocken zu können, ist der Einsatz von Robotern oft unabdingbar. Das dreidimensionale Objekt wird von Sensoren erkannt, wenn es in die Beflockungskabine befördert wird, dabei ist der Roboter mit dem erforderlichen Programm codiert oder wird mittels Kameratechnik erkannt, welches ein optimales Beflockungsergebnis liefert.
Nach Beendigung des Beflockungsvorgangs reinigt der programmgesteuerte Flockroboter das dreidimensionale Objekt mittels zusätzlicher Blasdüsen, welche separat am Roboterarm installiert sind.