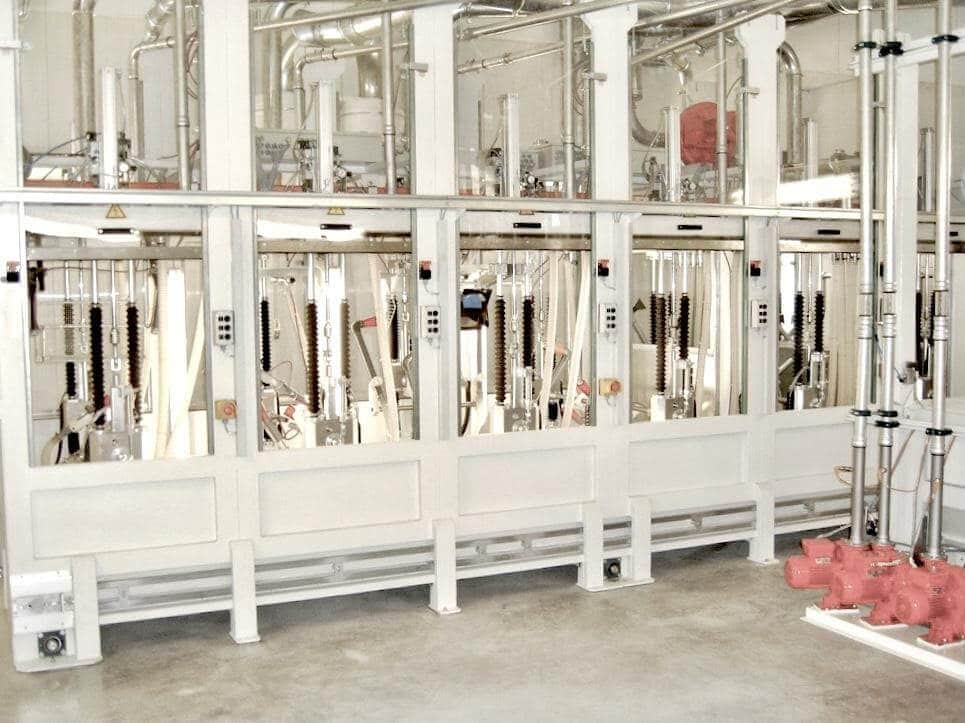
In order to achieve a uniformly dense flocking, an optimal adhesive coating is of utmost importance. The adhesive can be applied manually in spray booths or automatically by robots.
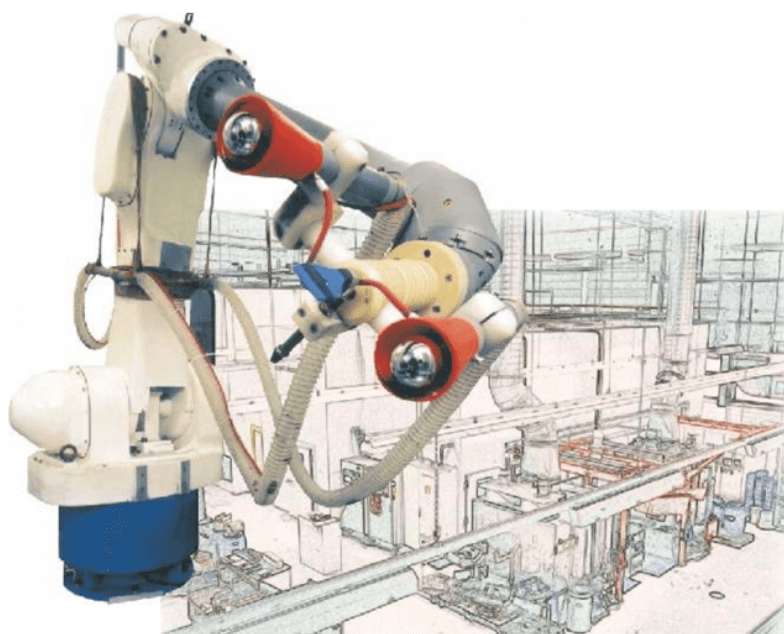
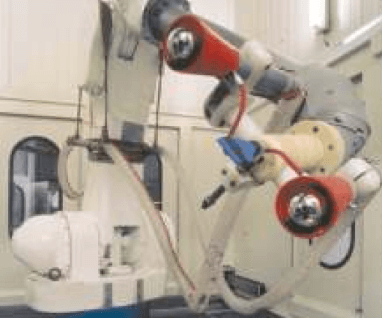
In order to be able to flock at a high quality level, the use of robots is often indispensable. The three-dimensional object is detected by sensors when it is conveyed into the flocking booth, the robot is coded with the required program or is detected by means of camera technology, which provides an optimal flocking result.
After completion of the flocking process, the program-controlled flocking robot cleans the three-dimensional object by means of additional blowing nozzles, which are installed separately on the robot arm.