The adhesive can be applied by brushing, rolling, printing, spraying or squeegeeing. Only the areas to be flocked are coated with adhesive. To protect areas that are not to be flocked, stencils or adhesive tape can be used. In the case of squeegeeing or printing, the adhesive surface is already defined.
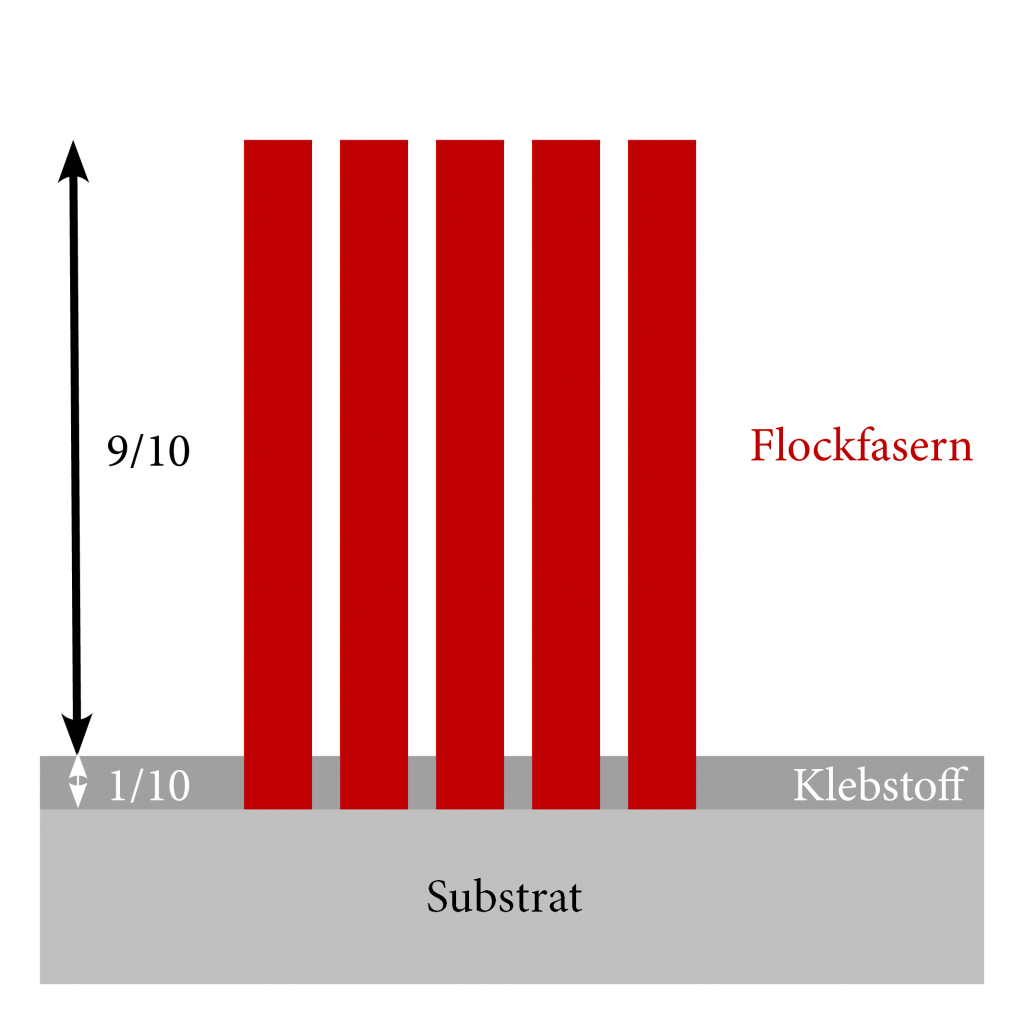
When applying the adhesive, make sure to achieve an even layer thickness. The following rule of thumb applies: the layer thickness of the dry adhesive should correspond to 10 % of the flock fibre cut length. This ensures optimum anchoring of the fibres in the adhesive.
After application of the adhesive, the substrate must be flocked promptly, because as soon as the adhesive has dried slightly, the flock fibres can only be anchored with difficulty. Therefore, when selecting the adhesive, it is important to consider how much time remains between the application of the adhesive and the flocking. This is called the open time.