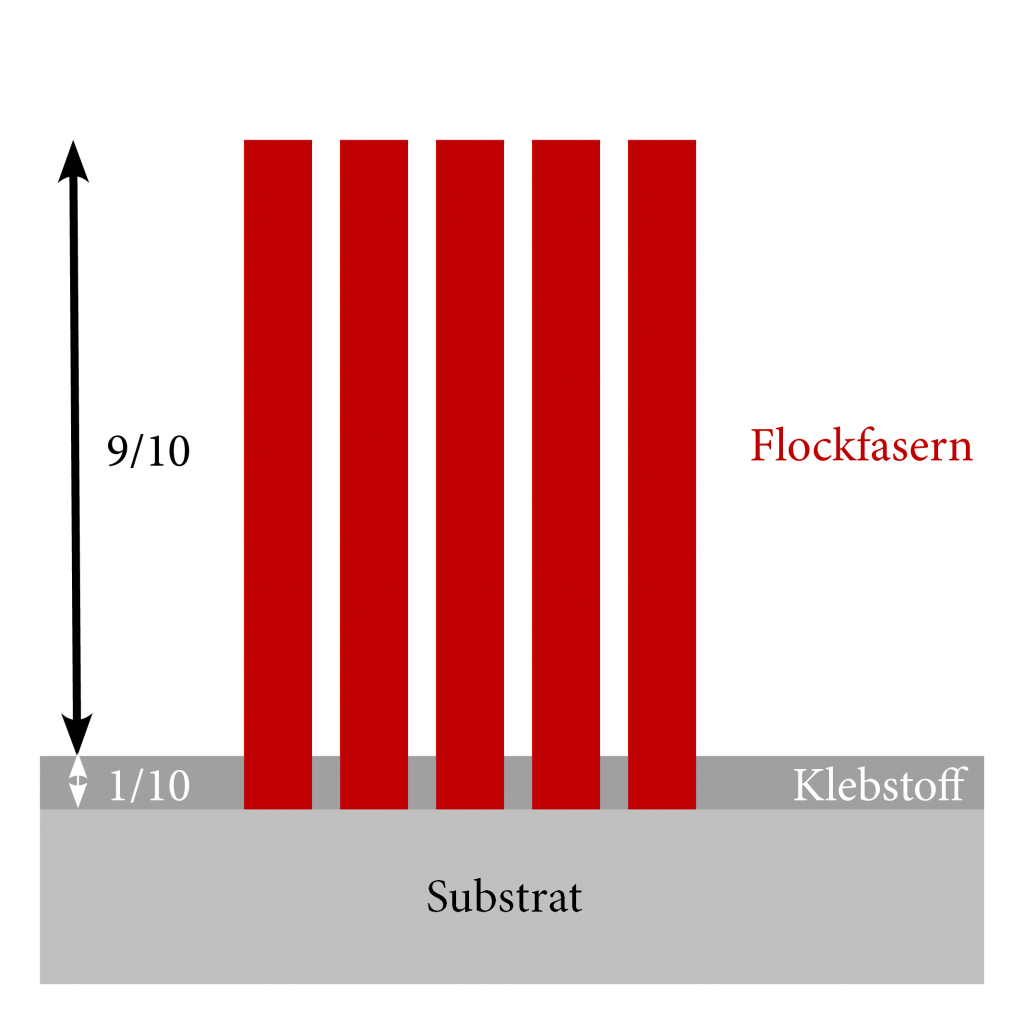
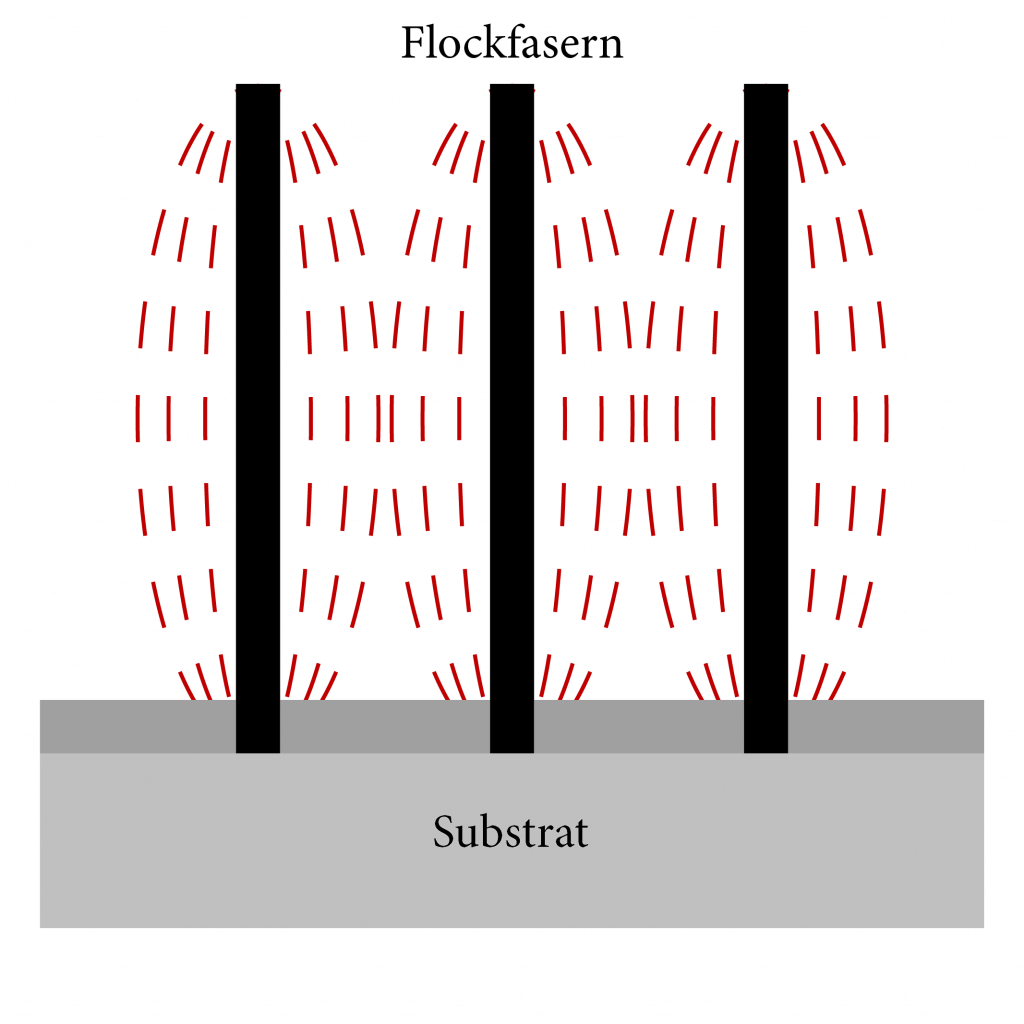
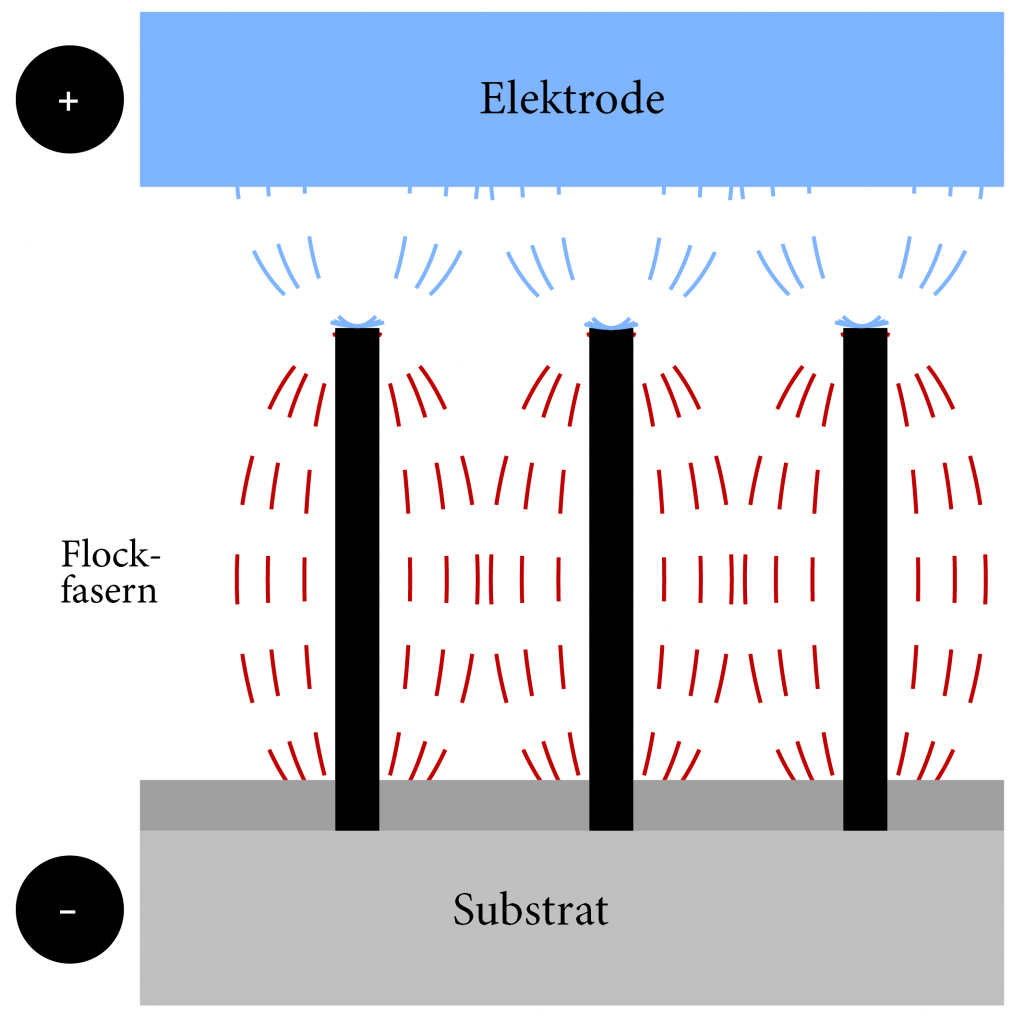
Nach der Vorbehandlung und dem Klebstoffauftrag kann die eigentliche Beflockung, mit Hilfe eines elektrostatischen Feldes erfolgen. Dies geschieht manuell, halb- oder vollautomatisch, elektrostatisch oder elektrostatisch-pneumatisch, abhängig von der Form des zu beflockenden Objekts. Die elektrostatische Ladung dient dabei der Überbrückung von Widerstand in Form des Zusammenspieles von den Luftkonditionen, dem Abstand der Elektrode zum Substrat, der Leitfähigkeit und der Spannung. Die Flockfasern werden auf eine Spannung von 5-70 kV aufgeladen. Die Feldlinien der elektrostatischen Ladung sorgen dafür, dass die Flockfasern sich gegenseitig abstoßen und entlang der Feldlinien ausrichten. Dies hat zur Folge, dass die Flockfasern sich senkrecht im Klebstoff verankern, da die Feldlinien immer senkrecht auf die zu beflockende Oberfläche treffen. Bei einem elektrischen Feld kann man zwischen drei verschiedenen Arten unterscheiden:
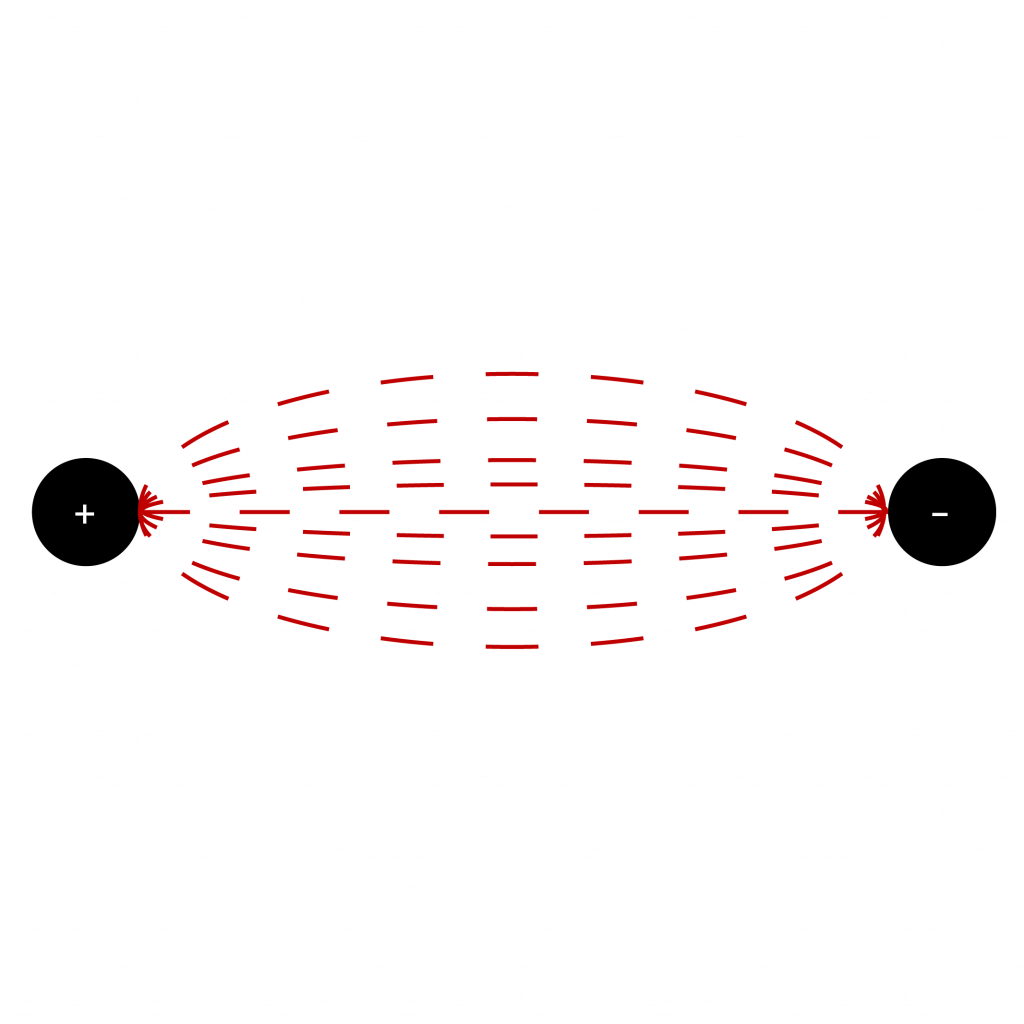
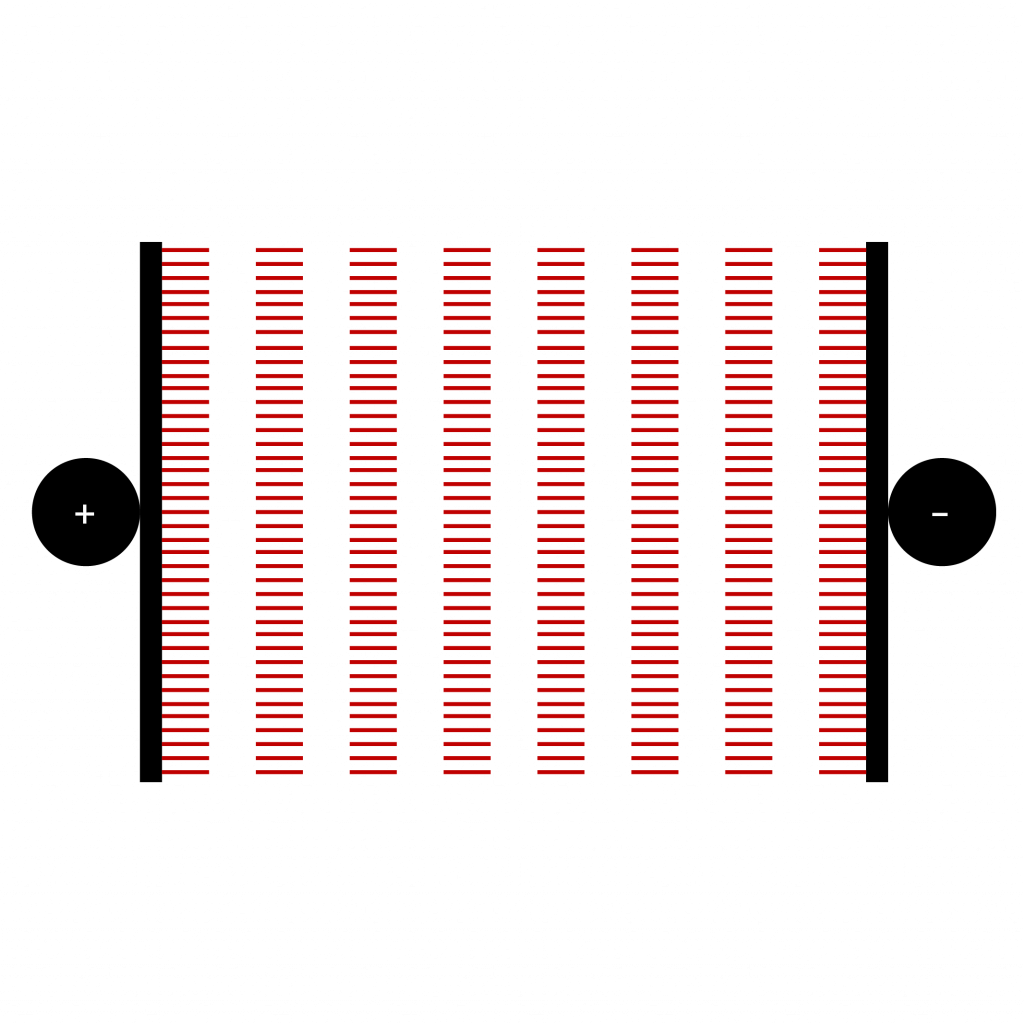
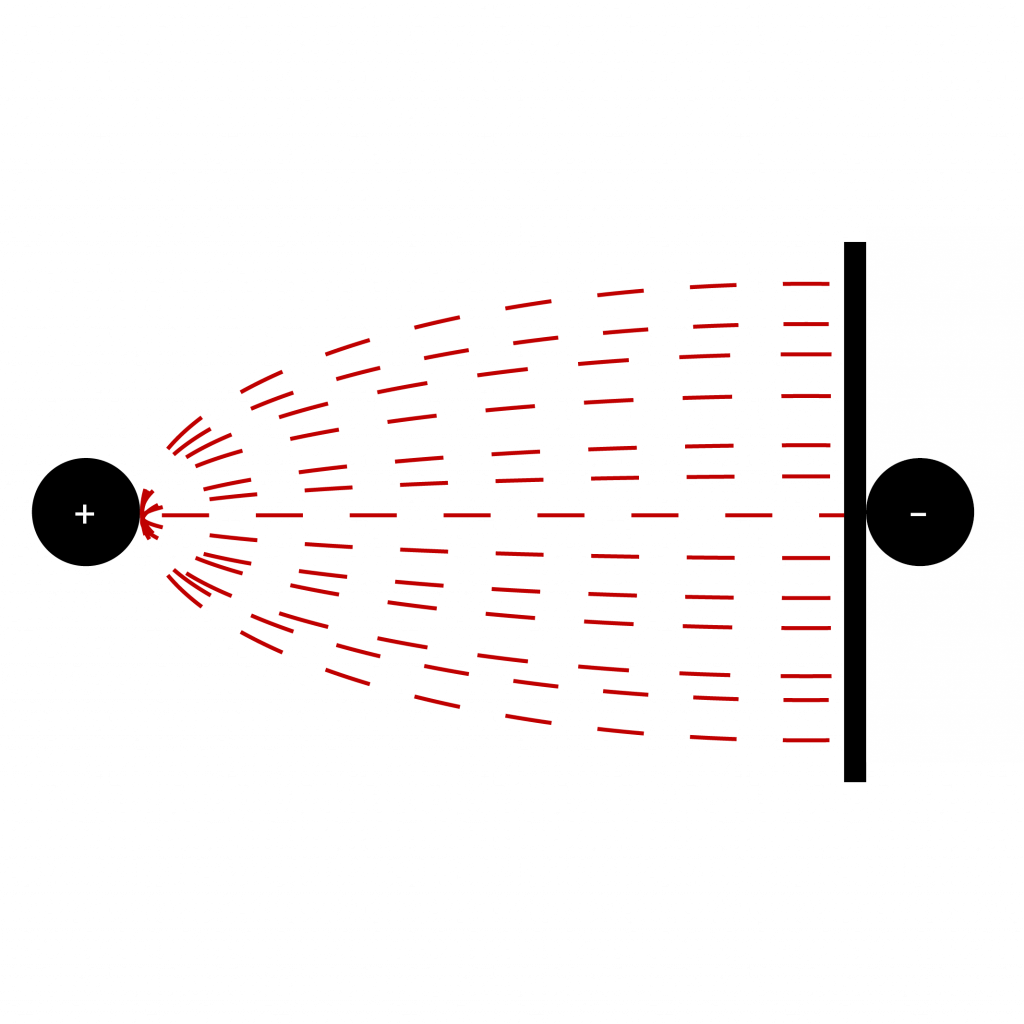
Einem elektrischen Feld zwischen zwei punktförmigen Ladungen, einem elektrischen Feld zwischen zwei Plattenelektroden und einem elektrischen Feld zwischen einer punktförmigen Ladung und einer Plattenelektrode.
Dabei bildet die Elektrode im Beflockungsgerät den Pluspol ab. Entscheidet ist, dass das zu beflockende Objekt mit einem Erdungskabel verbunden ist und somit den Minuspol bildet.